【本格焼酎新時代】革新の造り手と蔵を訪ねる|黒木信作さん・尾鈴山蒸留所(宮崎)
本格焼酎の大ブームが帰ってきた。香りを引き出す減圧蒸留とうま味をもたらす常圧蒸留を使い分け、新時代の蔵元たちがしのぎを削る現在の焼酎は20年前とは大きく異なる。今、飲むべき焼酎の最前線を追う。
銘醸蔵をさらなる洗練へ導く

1988年生まれ、37歳。明治大学商学部卒業後、フランス・ブルゴーニュでのワイナリー研修などを経て、2012年「黒木本店」入社。16年に「尾鈴山蒸留所」、19年に「黒木本店」、24年に「甦える大地の会」代表取締役。ワイン、日本酒、ジンなどの醸造家と親交があり、音楽、映画、飲食などにも精通。複眼的思考から生まれる焼酎がソムリエやバーテンダーからも熱い支持を得ている。
「焼酎は飲む“大地の香水”。香りのためにできることはすべてやりたい」
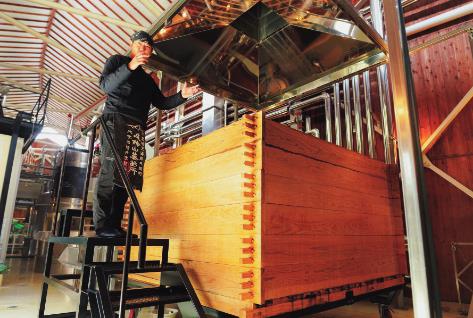
『㐂六(きろく)』『百年の孤独』など、約20年前の焼酎ブームを牽引した銘柄の数々。これらを造る蔵が宮崎県の「黒木本店」だ。黒いTシャツに身を包み、蒸留器の前に立つ黒木信作さんこそ銘醸蔵5代目当主。そして、その分蔵であり、今の九州を代表する革新の蔵「尾鈴山蒸留所」の代表でもある。
黒木本店がある海辺の町、高鍋町から車で約30分。「北に仰ぐ尾鈴山、東に望む日向灘」。地元の小学校の校歌にも詠われる神聖な山塊に溶け込むように、蒸留所が佇ずんでいた。
「本店に対して、ここは自分の造りたい酒にチャレンジできる場所」と信作さんは語る。
ワイン造りを経て焼酎蔵へ

3兄弟の末っ子として生まれ、学生時代のアルバイトをきっかけにワインに傾倒。フランスでワイン造りを体験し、大学卒業後は商社にも就職が決まっていた。
「ワインを通してお酒の魅力に触れましたが、自国の焼酎について何も知らなかった。帰国後、実家の蔵の仕事を手伝ってみると、蔵の改善すべき点がいくつも見えてきて、のめり込むようにそのまま蔵に残ることを決心しました」
蔵に戻ってすぐに改革が始まった。焼酎は「原料の香りを飲むお酒。いわば大地の香水です」と信作さん。ワインには香りのほかに、酸や渋みといった様々な味があるが、もろみを蒸留する焼酎は味がなく、香りこそ命。もっと香りを引き出すにはどうすればいいか。そこにすべてを集中させた。
「うちの土でつくる原料でしか引き出せない独自の味わいと個性がある」
蔵の衛生管理という基本から設備のリニューアルまで、少しずつ着手していったが、中でも重要視したのが麹造り。ドラム式の製麹機(せいぎくき)を使用する蔵が多いなか、尾鈴山蒸留所では麹室(こうじむろ)で木製の箱を使い、すべて手造りに変えた。麹の大切さは多くの清酒蔵との交流から学んだことだった。

麹は原料から香りを引き出す“刃物”のような存在だという。
「手で触れ、五感を研ぎ澄まし育てる。効率は悪いかもしれませんが、切れ味のよい麹ができました」
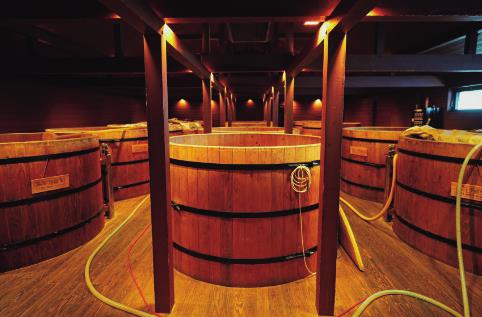
よい麹を造るためには米や麦を「外硬内軟」に蒸す必要がある。理想的に蒸すために、ステンレス製から木製の甑(こしき)に入れ替えた。さらに、二次仕込みには木桶を使う。木材の小さな隙間から入る酸素が酵母の成長を促し、木桶に棲みつく微生物が焼酎の香りや味わいに複雑味をもたらす。
故郷の香りで世界をつなぐ


信作さんは農業法人「甦える大地の会」の代表でもある。40ヘクタールもの広大な田畑で芋や麦、米などを無農薬で栽培。焼酎を蒸留した後に残る粕を肥料に加工し、循環型の酒造りを実践している。その成果として多様な微生物や菌が土中に育ち、健全な土壌からは香り豊かな芋が育つ。
尾鈴山蒸留所で使う芋は100%自社畑によるもの。10数年の歳月をかけた地道な試みだったが、いつの頃からか「焼酎の香りがよりクリアになった」という声が届くようになった。宮崎を代表する鮨店『一心鮨 光洋』の木宮一光さんも「フレーバーの中に信作がいる」と、その個性に賛辞を贈る。
「誤解してほしくないのは、農業も、麹を手造りするのも、パフォーマンスではないということ。すべては焼酎の香りに行きつく大切なプロセス」と語る。その根底には、一貫した「焼酎は大地の香水」という哲学があるからだ。
信作さんが見据える未来は、故郷・宮崎で醸す大地の香りが世界中の人と人をつなぐ一杯となること。理想を叶えるべく土を、原料を、酒を造る背中に期待が高まる。
尾鈴山蒸留所

宮崎県児湯郡木城町石河内字倉谷656-17
電話:0983・39・1177
https://osuzuyama.co.jp/
宮崎の鮨の名店で洗練のペアリングを
一心鮨 光洋



宮崎市昭和町21
電話:0985・60・5005
営業時間:12時~14時30分(最終注文13時)、18時~22時(最終注文20時)
定休日:水曜、木曜は夜の営業のみ
交通:JR宮崎駅より徒歩約10分
取材・文/佐々木香織 撮影/繁延あづさ